On June 23-24 2023, IM Editorial Director Paul Moore had the privilege of being present at the 30th anniversary celebrations of Poland-based underground drilling and bolting major, Mine Master, having also attended the company’s 20th anniversary back in 2013. The event saw a tour of its facilities in Wilkow, including a demonstration of the world first FLP-1410 autonomous low profile drill rig, as well as a celebration dinner for employees, customers, dealers and suppliers in the city of Legnica. This allowed a unique insight into a close knit company, known worldwide for its innovation, machine quality and robustness.
While Poland remains Mine Master’s top market, with over 900 machines having been delivered, it has slowly but surely been increasing its influence abroad – especially as the market has consolidated – and Mine Master is now one of the few premium players in face & production drills plus bolters aside from Sandvik and Epiroc. Beyond that it is world leading in low profile equipment thanks to its experience in copper and silver mining giant KGHM’s mines but also a lack of general focus on low profile among other leading OEMs. Outside of Poland, major markets have included Turkey with 79 machines, Estonia with 28, Zimbabwe with 25, India with 19 and a long list of others from Chile to South Africa and Kazakhstan. Like many others, it has lost the important Russian market. All together Mine Master has exported more than 300 machines to 20 countries. Li2o Flotation Reagent
In Poland, over 200 machines are operating today of which some 154 are Roofmaster bolters and 57 Face Master drill rigs. The bolter share of KGHM’s overall bolter fleet is over 90% and for drill rigs over 60%. Production output has also grown significantly – from 25 machines in 1994 to 32 in 2005, 53 in 2012 and 73 in 2017. Due to the financial crisis and the pandemic things flattened out a bit but the company still produced 72 machines in 2022. Not only that but the depth of product offering has increased significantly – from five machine variants in 1994 to 17 today.
A tour of the factory was conducted by Sales Director and Management Board Member Witold Hnat, who explained that the process is similar for most of the machines – with pre-fabricated frames, partly pre-assembled carriers and canopies or cabs from external suppliers but everything is designed from the outset by Mine Master. Most customers today opt for enclosed cabs. The canopies or cabs can all be adjusted up and down by the customer in use based on local conditions – often the lowest position is used for tramming with the cab moved up for better operator visibility at the face. On the bolters the front end is supplied by J.H. Fletcher and connected to the carrier in Wilkow; while for face and production drilling rigs the front end is all done in-house. For all machines, the hydraulic hosing, cabling and electronics including aircon system as well as all of the electronics fitting and testing is done in Wilkow. The company also offers a range of factory fitted automation options beyond the standard machines, including those with the operator assist Drill Monitoring System (DMS), the semi-automated Feeder Guidance System (FGS) and the fully automated Autonomous Drilling System (ADS) technology which to date is only on the FLP-1410 prototype.
One machine takes on average about three weeks to finish. All prototype and new machine development such as battery electric machine work is also done at the factory. In the main, the production is divided into machines for KGHM and those for export customers. On the battery electric machines the two that were delivered each had a different carrier – one with a conventional hydrodynamic carrier with torque converter and one a full hydrostatic system using technology from Poclain; this was done to see which design worked best under battery power.
The Mine Master 30th anniversary included a tour of the Wilkow factory
The growth of Mine Master has had a lot of do with continuous investment – in 2022 for example, R&D spend represented 7% of overall sales and this focus has been consistent since the beginning. Investments in recent years include conversion of an older building into a new warehouse and parts storage building, a new assembly hall plus an all new welding robot from Japanese company Yaskawa Electric for building of the booms. Work that would have taken two hours can now be done in a few minutes. Next year another welding robot will be added for work to fix frames to the booms.
Reflecting all of this, employment at Mine Master has doubled from 156 at the outset to over 300 today and of this the core machine assembly and machine service workers still dominate at 200 of the total, the rest being management and administrative staff. The proportion of female staff has grown to about 10% and growing, with an average employee age of 42. The company employs almost 100 people with higher education, including almost 70 engineers. The importance of Mine Master to the local community – the nearby village of Wilkow and the nearest city Zlotoryja plus the surrounding area cannot be overestimated. Mine Master also collaborates closely with the regional technical and vocational school in Zlotoryja in recruiting and training its next generation of workers; and this training continues when they join the factory with dedicated mentors.
The event included the opportunity to sit down with Jerzy Nadolny, Managing Director – who helped found the company in 1993 – for his thoughts on the last 30 years of business.
Q KGHM remains your largest customer and a major part of Mine Master’s past and current history. Can you give a sense of the depth of partnership you have with them plus how Mine Master’s ownership and structure has evolved over the years?
We have a very deep and long lasting relationship with them – I personally started with KGHM at their copper smelter way back in 1980. Then I moved to their mechanical workshop in 1988 – the Lena Mining Facilities Works. At that time I began to look for foreign partnerships or joint ventures as at that time the technology within KGHM was still quite basic having been part of the Eastern bloc. After the first free elections in 1989, I spoke to all the major OEMs – including Tamrock and Atlas Copco, but they were not interested in having a direct production facility in Poland – they only wanted to work through subcontractors. Only Boart Longyear responded positively – and ultimately KGHM signed a full JV agreement with them, forming Mine Master in 1993 (then known as Boart Lena) , with KGHM holding 49% of the shares and Boart Longyear 51%. KGHM of course gave access to their fleet needs and requirements but also to sales of Boart Longyear hard rock tools. Boart then acquired full control in 1999. This was a strategic decision by KGHM to focus on their core mining and smelting business – though of course they retained their ownership of their internal mining equipment production arm, KGHM ZANAM, which is mainly focused on low profile loaders and trucks. Then our management along with GHH Fahrzeuge took full control of the Mine Master in 2006. So this year we are celebrating 30 years of Mine Master. With Komatsu in the process of completing its acquisition of GHH, it has already been agreed that all of the shares in Mine Master not currently held internally will also pass to the management, which should be completed in early 2024 when we will be fully independent. Aside from that, we are continuing our business as usual and still plan to cooperate with GHH/Komatsu in a global market joint sales approach, just not as part of GHH Group as before. We are assembling the smallest GHH trucks including the 20 t class MK-A20 at our facilities in Wilkow and this arrangement remains unchanged; in fact going forward it may be extended to other machines. Of course given this history we remain very close to KGHM, both in terms of its people and its facilities – including its key mining operations of Polkowice-Sieroszowice , Lubin and Rudna, and we have a major service facility in the Polkowice area and part of the Legnica Special Economic Zone – this is quite a new site, opening in 2016 and allows us to have spare parts, a sizeable workshop plus an office and training capabilities, all very close to KGHM’s mines. We have over 130 service staff linked to that facility, many of whom are mainly working underground on maintaining our machines.
Mine Master Managing Director Jerzy Nadolny, along with Andrzej Czajkowski, Vice-Chairman of the Board receiving a gift from partner Padley & Venables at the June 2023 anniversary event
Q What level of customisation has been made to allow your machines to handle the KGHM mine conditions and how involved have they been in machine development?
KGHM’s mines are very deep so you are talking about high temperatures. The geology also means there is a lot of water present, so there is high humidity as well as some of the mine water coming from the roof causing very fast corrosion. So our machines have to be really robust. But they are modern and highly mechanised units so we also have to protect all the electronics. Every machine for KGHM has been developed and built according to their needs. But that is true of all of our customers not just KGHM – often we supply something specific or special according to the customer need, and this is something we are widely known for and respected for – we do not just provide off the shelf machines. Actually, the KGHM machines are so robust once we started exports in the early days we found they were in some ways overengineered for some other customers but of course this meant these units really surprised our new customers in terms of reliability and performance. The requirements of our export customers also led to new innovations that were not required by KGHM which has included twin boom, production and narrow vein machines as an example. And we have been really successful. We occupy a niche in the market but in that niche we believe we offer an unrivalled solution.
Q On that note what are the differentiating factors for Mine Master versus other big players?
As a mid-sized company we remain very close to our customers offering a very personal service to a point where the largest companies I don’t think can compete today. We try to understand customer needs at a very detailed level. We don’t want to see a machine sale as just another order – we are never happy to ship a unit unless we know exactly their underground mining conditions and how exactly the machine will be used because we want it to perform exactly for the tasks it was designed for. We always talk to the operators about their needs as they are the ones using the equipment day in day out. And they have played a big part in helping us improve our machines over the years. While each machine is customised, to streamline production, the carrier we use for Mine Master units is common to our four highest selling models, which translates to 90% of our production. This is also true of the majority of the components on the carrier with a few exceptions.
Q Can you given some insight into your key machine and component partnerships?
J.H. Fletcher in Huntington, West Virginia is our largest and most important partner, as the majority of our low profile bolters, including those at KGHM utilise a J.H. Fletcher front end, including our Roof Master 1.4, 1.4 Automatic and 1.7 plus the innovative Roof Master 1.7 Automatic bolter which emerged from a cooperative effort involving Mine Master and J.H. Fletcher engineers. This has been followed by the new twin boom Face Master 2.320 which is being shipped to India, as well as to Chile this year. Then we also have bolters such as the Roof Master 1.8 AWK ATEX for explosive environments which uses our in-house AWK rotary rock drill. Next, I would mention five other companies – Deutz which supplies our engines including those for drill rigs and bolters; Montabert, which supplies the rock drills used on our Face Master development and production drill rigs; and Padley & Venables, which we have worked with for a long time on the hard rock tools we supply for ex-factory machines. Dana we tend to work with on transmissions and powertrains, and lastly the companies we have worked very closely for many years on computerised-control of our product line-up.
Q Looking back on Mine Master’s 30 years, are there any particular product launches or developments that you would highlight as being important landmarks or big steps forward?
I would say first of all in 1995/1996 the initial low profile 1.4 and 1.7 Roof Master and Face Master machines for KGHM. Later on, we also began to supply these machines to South Africa and Zimbabwe. Then in the early 2000s, we began working with AMV and Bever Control to produce our first fully computerised Face Master drill jumbo which became known as the Feeder Guidance System or FGS. This monitoring system allows for drilling according to a drill plan, plus it helps to control and monitor drilling parameters. The operator can see the visualisation of the drilling pattern and feeder position on their monitor. In order to maximise the drilling results, the system also provides drilling reports with drilling parameters. We were able to then offer FGS to KGHM and other customers. Lastly we have just developed a low profile drill rig with our new Autonomous Drilling System or ADS – this fully autonomous solution we believe to be a world first on a low profile machine. It means there is very little direct operator input – they are acting more as a manager or monitor of the machine. It makes for the highest levels of precision. Because the pressure and the feed is so tightly controlled in tandem with the drill plan, ultimately it will translate into a longer lifetime for the unit as well. Plus it is far safer as the operator is always under the canopy. A lot of our autonomous progress dates back to KGHM asking us to develop an automatic bolter for them in 2003 – which became the Roof Master 1.4 Automatic and on which we worked with J.H. Fletcher. It has a high thrust rotary drilling system incorporating dry drilling with dust collection. The patented drilling system uses separate drilling rods to drill a 1.2 m long hole in drifts only 1.6 m in height. The boom enables the drilling module to install bolts over a 5 m straight line with the module also capable of angle bolting. We are also today working with J.H. Fletcher and KGHM to supply them new types of autonomous bolter to meet their current needs – by end-2023 we will have a new machine able to install 1.6 m bolts in 1.9 m seams; plus 1.8 m bolts in 2.1 m seams. It will be capable of installing 10 bolts per hour.
Q Moving on to battery electric – you started testing of a BEV bolter with KGHM in 2021 – how did that project come about and what is the latest on your BEV plans?
Actually we have been discussing battery machines as far back as the early 2000s. At that time we spoke with several battery suppliers plus we explored having electric wheel motors. But then, it was firstly not possible from a cost point of view to build the machine plus then there was not the market demand or drivers that there is now. The batteries alone would cost more than what a standard entire machine would cost. We restarted our project in 2017 which culminated in the new battery Roof Master 1.8KE being deployed in 2021 at KGHM’s Lubin mine. It is designed to work in galleries from 3 m to 5.8 m in height and is equipped with a 1.8 m mechanised bolting mast for nine bolts. The 120 kWh sodium-nickel battery installed on board the machine can be recharged by using the existing mine power network in the 500-1,000 V range plus energy recuperation is also possible during downhill tramming. This machine was followed by a battery Face Master jumbo, the FM 1.7LE, which also went to Lubin mine. The performance of these machines has given us a lot of confidence in future BEV machines – they work very well, both machines obviously working off a cable when drilling and off the battery when tramming. You can even if needed charge one battery machine partly with another which has a higher charge level. The bolter completed its year of testing then was bought by KGHM and now operates as part of the normal fleet. The drill rig is a few months into its testing. For 2024, KGHM previously asked us to supply machines with a Euro Stage V engine instead of a Stage IIIA; because they are going ever deeper and the conditions in terms of ventilation continue to become more challenging – we are in the middle of an ongoing discussion with them about battery machines as an alternative. Even from a running cost point of view including service, maintenance etc the bolter showed savings of 70% per bolt compared to a standard diesel machine, a lot of which is related to much reduced diesel engine service time.
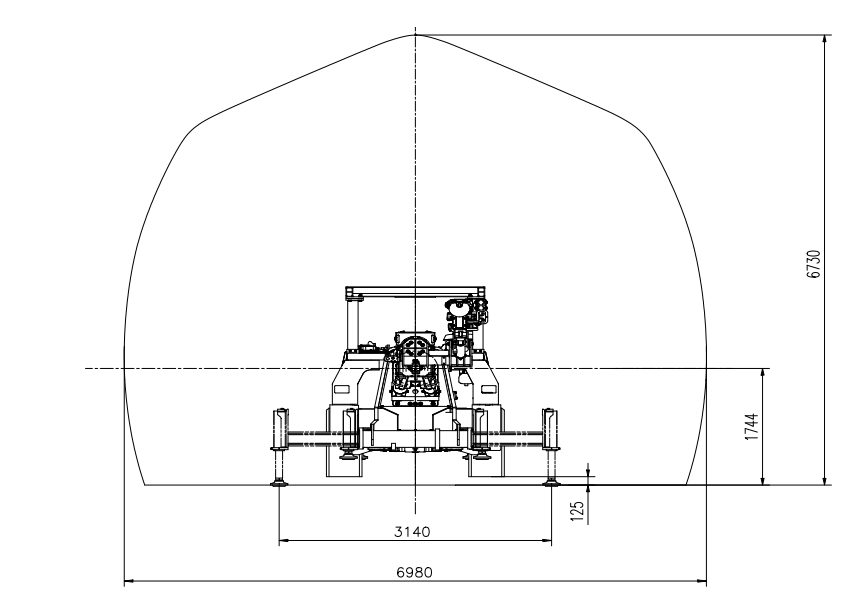
The FLP-1410 – an autonomous first for low profile rigs
IM saw some final outdoor testing of the world’s first low profile rig equipped with full autonomy; in this case Mine Master’s ADS which offers consistency in drilling and drill patterns for lower overbreak, plus less component wear and tear and so lower running costs. The first machine is destined for Zimbabwe where it will go for testing to Unki platinum mine, part of Anglo American. This mine already operates the non-autonomous equivalent rig, the FLP-1400, the newest version of which is automation ready so could be upgraded to an FLP-1410 with the addition of the right sensors and other equipment. Additionally, the current system makes it possible for one operator to manage two machines – moving to the second once the set up process is complete.
The autonomous FLP-1410 low profile drill rig during tests at Mine Master’s Wilkow factory
Challenges included getting all the necessary components into a limited space on the machine which is already very low profile – only 1.4 m in height. Then Mine Master had to install all the ADS elements including sensors and pins and integrate them with the machine hydraulic system. This includes the magnetic sensors in the pins themselves for angle measurement, plus hydraulic rock drill, feeder and boom extension hydraulic flow meters and finally machine proximity sensors to avoid collisions. In this machine a Level 9 ready system from Becker Mining is used.
The process starts with a new face, where some navigation by the operator is needed to match the position of the virtual face with the real face. The operator positions the machine with the front platform horizontally, in both axes. They then have to retract the boom extension and the frame extension to the starting position. The next step is to select the drilling pattern and the drilling depth. The operator ties the machine to a reference point on the face to which the working unit now aligns itself and its blast pattern. Then the machine switches to automatic mode and starts its calculation for the first hole. The algorithm calculates how to reach the first hole from the current boom position. The point that is currently being drilled is highlighted in green on the monitor and the machine continues to work without input from the operator.
International Mining Team Publishing Ltd 2 Claridge Court, Lower Kings Road Berkhamsted, Hertfordshire England HP4 2AF, UK
Induction Melting Machine Tel: +44 (0) 1442 870 829 Fax: +44 (0) 1442 870 617 Email: [email protected] or [email protected]